








| Key Differences Between LSR Molds and Traditional Plastic Molds | ||
Aspect | LSR Mold | Traditional Plastic Mold |
Material State | Thermoset (cures with heat) | Thermoplastic (melts and cools) |
Viscosity | Very low (flows like water) | Higher viscosity |
Curing | Requires high temperature + pressure | Cooling only |
Runner System | Cold runner (material stays liquid) | Hot runner (material stays molten) |
Venting | Extremely critical (flashes very easily) | Less critical |
Surface Finish | Often requires mirror polish or special coating | Standard polish sufficient |
Shrinkage | Low but complex behavior | Higher and more predictable |
Cycle Time | Fast curing once heated | Cooling time is the bottleneck |
Why This Matters for You
A poorly designed LSR mold will cause flash, short shots, inconsistent dimensions, and high scrap rates — even with perfect material and machine settings.
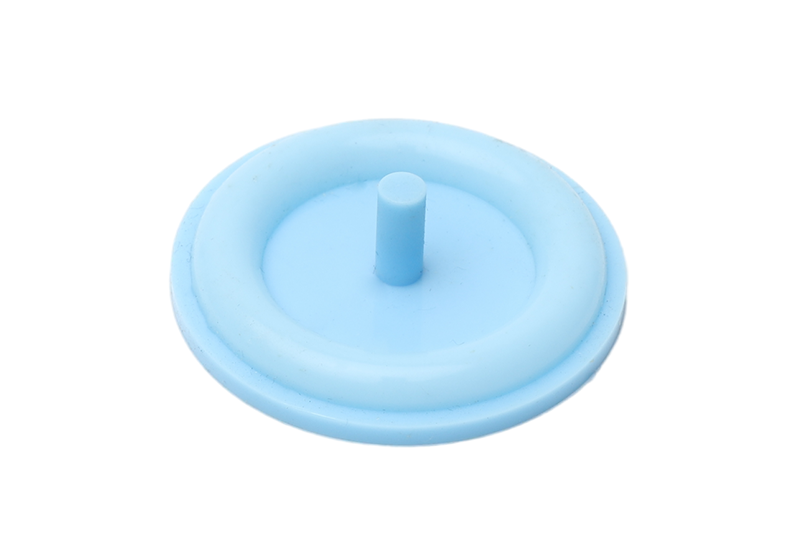
● LSR materials are delivered to the machine as a highly filled liquid mixture (meaning LSR is a very viscous liquid that often contains silicone rubber and other additives to meet specific performance and application requirements.)
● Pass the static mixer into the barrel mouth at medium pressure. (LSR material enters the barrel mouth of the injection molding machine through a static mixer, where moderate pressure is applied. The role of the static mixer is to ensure that the material is evenly mixed before entering the machine to ensure consistent product quality.)
● The material is cooled by the screw while it is conveyed to the barrel for injection to prevent premature solidification due to friction/shear forces. (Cooling and conveying: In the barrel, the LSR material is cooled by the screw while being conveyed to the injection position. The purpose of this step is to prevent the LSR material from prematurely hardening inside the machine due to friction and shear forces. This helps To ensure that the material remains fluid during the injection process.)
● Since the static mixer already mixes the LSR evenly upstream, there is no need for melting or mixing. (This is different from traditional plastic injection molding, which typically requires melting and mixing within a machine.)
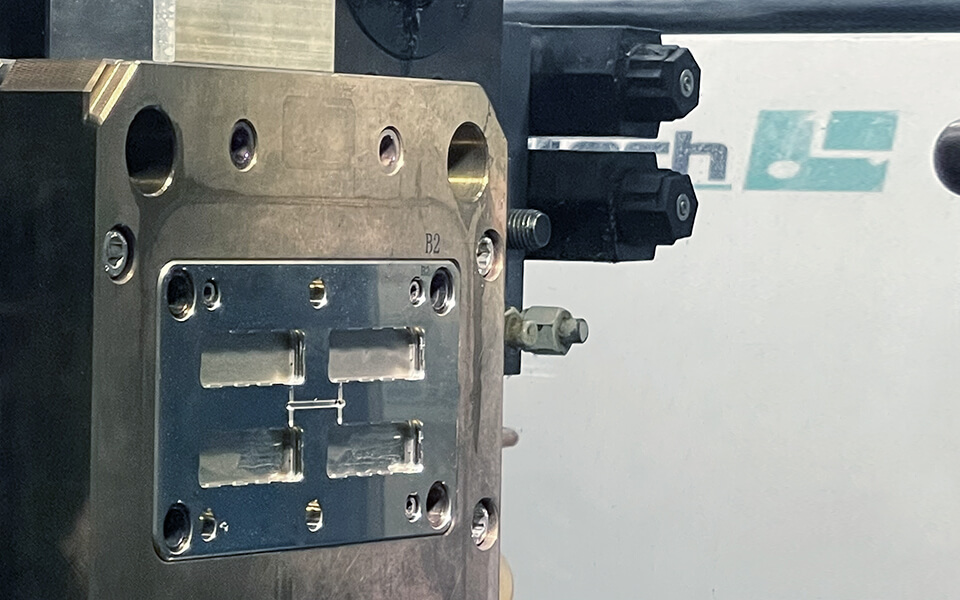
● Via a screw and a check valve, high injection pressure is used to deliver the viscous liquid into the mold cavity. (Using high injection pressure, LSR material is delivered into the mold cavity, filling the cavities in the mold. Due to the viscosity of LSR, higher injection pressure is required to ensure that the material can fill the mold and form the desired product shape.)
● The screw and valve assembly are specially modified to handle the thixotropic and abrasive characteristics of LSR. (In order to cope with the special properties of LSR, the screw and check valve components of the injection molding machine have been specially improved. These improvements are mainly targeted at the thixotropy (fluidity changes with shear force) and wear characteristics of LSR to ensure that the material is The process can be properly handled to produce high-quality LSR products.)
 Telephone:+852 6037 6803
Telephone:+852 6037 6803 E-mail:hillman@glory-hill.com
E-mail:hillman@glory-hill.com Address:Room 702, 7/F., CMB Wing Lung Bank Centre 636 Nathan Road, Mongkok, KowLoon, HK
Address:Room 702, 7/F., CMB Wing Lung Bank Centre 636 Nathan Road, Mongkok, KowLoon, HK WeChat public account
WeChat public account Customer service QR code
Customer service QR code
 Chinese
Chinese



 CN
CN